
この本格的なガイドでは、人々は Boring and Facing Head (NCFP) の驚くべき世界を明らかにします。金属を成形する強力な工作機械部品です。このブログでは、このツールが時間の経過とともにどのように成長したかについて説明します。読者は、ツールの仕組み、種類、最適な使用方法についても学びます。誰もが素晴らしい金属部品を作るための正しい手順を見つけるでしょう。このブログには専門家の秘密が満載です。
何世紀も前に、退屈で向かい合った人々がデビューしました。これらのツールはシンプルですが効果的でした。彼らは木や金属に正確な空洞を彫りました。
直径は0.05~3メートルで、職人にとって非常に便利なものでした。これらにより精度が向上し、時間が節約され、シームレスな操作が保証されました。
年月が経つにつれて、退屈で向かい合った人々が進化してきました。 1800 年代の産業革命により、テクノロジーは新しいバージョンを提供しました。 2023 年までに 20 種類以上のボーリングヘッドが利用可能になりました。
現代のものにはデジタル表示がありました。また、最大 10 mm までの自動直径調整機能も備えています。このような進歩は業界を変革しました。の導入 横中ぐり盤特に、大きなワークピースの処理方法に革命をもたらし、新たなレベルの精度と効率を実現しました。
切断アクション: ボーリング アンド フェーシング ヘッド (NCFP) は切削動作から始まることを理解してください。ツールが材料と相互作用すると、除去が発生します。カットの精度は100分の1ミリメートルです。
ツールフィード: 工具送りが前進し、切り込み深さを制御します。平均して、送りは 1 回転あたり 0.02mm ~ 2mm 進む可能性があります。
スピンドル回転: スピンドルの回転に関しては、20 ~ 3000 RPM の範囲の速度で回転します。回転が速いほど仕上がりがきれいになります。
直径調整: ユーザーは直径を調整して、開ける穴のサイズを定義します。キャリブレーションは 2.5 ~ 610 mm の範囲内で行われるため、柔軟性が得られます。
スライド移動: スライドは放射状に移動します。動きはカットの深さに影響を与え、正確な仕上がりを保証します。このシステムは、次のような場合に特に効果的です。 横型マシニングセンター.
バックラッシュ補正: バックラッシュは望ましくないプレーであり、補償が求められます。 NCFP 内のシステムはこれらの影響を打ち消し、よりスムーズな運用を促進します。
バランス機構: 優れた NCFP にはバランス メカニズムが備わっています。重量が分散されることで操作がスムーズになり、工具寿命が延びます。
ダンピングシステム: 振動を軽減するために、ダンピングシステムが設置されています。この追加により工具の摩耗が軽減され、寿命が促進されます。
ツールホルダー: ツールホルダーは切削工具を固定します。高品質のツールホルダーは最大 10,000 ニュートンの力に耐えることができ、安定性を確保します。
滑り台: スライドは重要です。直線的な動きを提供し、カットの深さと品質に影響を与えます。
調整ネジ: 調整ネジにより精度が向上します。これらのコンポーネントにより、ミリメートル単位での測定の微調整が可能になります。
ドライブギア: ドライブギアが動きを可能にします。平均ギア比 2:1 により、これらのコンポーネントにより機械のスムーズな動作が保証されます。
スピンドル: スピンドルはツールホルダーを保持します。堅牢なスピンドルは、工具を損傷することなく最大 3000 RPM の速度で回転できます。
フィード機構: 送り機構は工具の前進動作を制御します。通常、1 回転あたりの速度は 0.02 mm ~ 2 mm です。
ロッキングナット: ロックナットにより安定性を確保します。ツールホルダーを所定の位置に固定し、最大 20,000 ニュートンの力に耐えます。
カウンターウェイト: カウンターウェイトはバランスを促進します。適切に校正されたシステムは最大 50 キログラムの重量に耐えることができ、安定した動作を保証します。
NCFPシリーズフラットロータリーディスクの性能
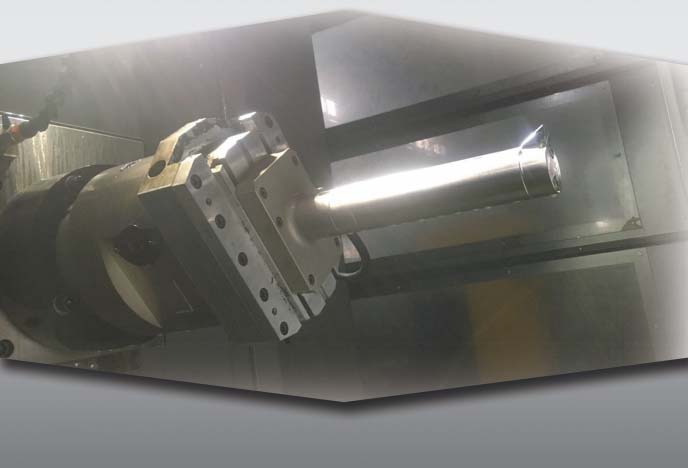
NCFP シリーズフラットロータリーテーブルは、可変径ボーリングツールとしても知られており、 CNC中ぐり盤およびフライス盤、床置形中ぐり盤、伸縮軸を備えた横形マシニングセンタなど。 CNC中ぐり盤では旋削を完了できない限界を補い、ラジアルストローク範囲内での延長U軸旋削を実現する動作です。このフラットロータリーディスクにより、中ぐり盤の旋削とフライス加工の複合機能が実現され、CNC中ぐり盤の処理能力が向上します。対応する工具と連携することで、可変径内外穴ボーリング、内外ねじ加工、内外円旋削、溝入れ、溝入れ、アンダーカット、倣い加工、溝入れ、表面加工などの機能を実現できます。
異径ボーリングカッターとも呼ばれるフラットロータリーディスクシリーズは、CNCボーリングフライス盤、床中ぐり盤、伸縮軸横型マシニングセンタに搭載されているCNCボーリングフライス盤、床中ぐり盤、伸縮軸横型マシニングセンタの拡張機能です。軸ツールシステム、工作機械のCNCボーリング主軸(W軸)の伸縮動作により、ラジアルストローク範囲内での延長U軸旋削加工を実現し、CNCボーリング盤では旋削を完了できない制限を補います。ボーリングマシンの旋削とフライス加工の複合機能により、CNC ボーリングマシンの加工能力が強化されます。対応工具により、可変径の内外穴の穴あけ、内外ねじの加工、内外円の旋削加工、溝入れ、溝入れ、アンダーカット、倣い加工が実現できます。 、切断および表面加工機能。
NCFPシリーズのフラットロータリーディスクは、センター水出口タイプとセンター水出口なしタイプの2種類に分かれます。中央水出口タイプのフラット回転ディスクは、工作機械装置の主軸内の既存の高圧水出口システムと連携でき、また工作機械装置の外部冷却装置と効果的に組み合わせることができます。旋削加工中の高温によって発生する局所的な温度を効果的に低減し、工具の寿命を延ばします。部品の表面仕上げを改善し、部品の品質を向上させます。切断速度を向上させ、生産の生産性を向上させます。
偏平ロータリーディスクNcpシリーズには、中央水出口タイプと中央水出口なしタイプの2種類があります。平坦な回転ディスクの中央水出口タイプは、工作機械装置の主軸内の既存の高圧水出口システムと連携でき、また工作機械装置の外部冷却装置と効果的に組み合わせることができます。旋削加工中の高温によって発生する局所温度を効果的に低減し、工具の耐用年数を延ばし、部品の表面仕上げを改善し、部品の品質を向上させ、切削速度を向上させ、生産の生産性を向上させることができます。
NCFP シリーズ フラットロータリーディスクの取り付け
工作機械の主軸を伸ばし、平坦な回転円板の頭部の工具ハンドルを主軸のテーパ穴に係合させて工具ハンドルをクランプする。マシンにロックされています。
NCFPシリーズは強力な平面ロータリカッタで、キャプト、角シャンク、円筒シャンクなどの各種ツールホルダをスライドテーブルに装着可能です。

| モデル | 片トリップ(mm) | 最大ボーリング径(mm) | 最小ボーリング径(んん) | 内部クーラント | ボーリング公差 | 最高速度rpm | 透過率 | 穴あけ軸径(mm) | 加工粗さ | 重量(kg) |
| NCFP-50 | 50 | 800 | 50 | オプション | H7 | 500 | 2:1 | ≥110 | 1.6以内 | 120 |
| NCFP-85 | 85 | 1000 | 50 | オプション | H7 | 400 | 1:1 | ≥110 | 1.6以内 | 130 |
| NCFP-120 | 120 | 1400 | 80 | オプション | H7 | 400 | 1:1 | ≥110 | 1.6以内 | 150 |
マニュアル: 従来の機械工の間で愛用されている手動ボーリングおよびフェーシングヘッドを使用すると、切断を制御できます。正確な調整により、完璧なボアサイズを簡単に実現できます。
自動: 効率的で高性能な自動ヘッドは、ユーザーが継続的に指示しなくても作業を実行します。大量のジョブの場合、これらは不可欠であることがわかります。
荒加工: 大量の材料を除去するには、荒削りヘッドを使用します。加工プロセスを促進します。
仕上げ: 仕上げヘッドには精度が約束されます。荒加工後、仕上げヘッドで穴のサイズを調整し、完璧なフィット感を実現します。
基本単位: 柔軟性がモジュラーヘッドの特徴です。さまざまな加工ニーズに合わせてコンポーネントを変更します。
調整可能: 機械加工では 1 つのサイズではすべてが適合するわけではありません。調整可能なヘッドにより、切断直径を変更できます。
デジタル読み出し: デジタル時代には、機械加工も適応します。デジタル読み取りヘッドはリアルタイムの測定データを提供します。
CNC互換性: CNC などの最新の機械には、特定のヘッドが必要です。 CNC 互換ヘッドにより、高精度と高速性を実現します。
エンジンブロック: エンジンブロックの製作には正確な穴あけが必要です。フェーシングヘッドは、車の心臓部が求める精度を実現します。
マニホールド: エンジン内の空気の流れを効率的にするには、マニホールドに完璧なボーリング加工が必要です。ボーリングヘッドと対面ヘッドがそれを可能にします。
フランジ: パイプやバルブの接続にはフランジが必要になることがよくあります。これらのツールの正確な穴あけにより、確実なフィット感を実現します。
ギアボックス: ギアボックス内のすべてのギアは適切にフィットする必要があります。ボーリングヘッドとフェーシングヘッドにより完璧なフィット感が保証されます。の CNC立形マシニングセンター これらのアプリケーションでは重要な役割を果たします。
油圧コンポーネント: 油圧システムが機能するには、そのコンポーネントに精密なボーリングが必要です。これらのヘッドによりこの作業が可能になります。
金型製作: 金型は正確なコピーである必要があります。これは、正確なボーリングヘッドとフェーシングヘッドで実現します。
航空宇宙部品: 航空宇宙産業では高い精度が求められます。これらのツールは、コンポーネントに関して比類のない精度を提供します。
カップリング: シャフトの接続はカップリングに依存します。正確な穴によりしっかりとフィットします。その仕事には退屈なヘッドと向かい合ったヘッドを使用してください。

切断速度: 金属加工では精度が重要です。通常、フィート/分 (FPM) で測定される切断速度は、結果に大きな影響を与えます。スムーズな作業を確保するために、ボーリングおよびフェーシングヘッド (ncfp) 加工の切削速度を制御します。
送り速度: ボーリングまたはフェーシング用に機械をセットアップするときは、送り速度が重要であることを忘れないでください。インチ/分 (IPM) で示される速度が遅いと、工具の寿命が維持されます。
工具形状: ここでは、切削工具の角度が重要な役割を果たします。角度が間違っていると、工具が早く摩耗してしまう可能性があります。
切込み深さ: 最終製品の品質を決定するため、考慮すべきパラメータです。
材料の種類: 材料が異なれば、異なる戦略が必要になります。最適な機械設定は、鋼鉄、アルミニウム、またはその他のものを扱うかどうかによって異なります。
冷却液の流れ: 十分な冷却液の流れにより、熱の蓄積が防止されます。工具を保護し、より美しい仕上げを実現します。
スピンドル回転数: 高い スピンドル回転数 作業を高速化できるかもしれませんが、ツールに損害を与える可能性があります。最良の結果を得るには、速度と工具寿命のバランスをとってください。
工具オーバーハング: 突出し量が長いと振動が発生し、正確な作業ができない場合があります。オーバーハングを最小限に抑えるよう努めてください。
プランジボーリング: この技術は、工具がワークピース内に真っすぐに移動することを特徴としており、優れた効率を実現します。
ステップボーリング: 名前が示すように、段階的にボーリングを行います。この技術は、同じボア内で異なる直径を作成するのに適しています。
輪郭加工: この方法を使用すると、ボア内に特定の形状を実現できます。これは、真っ直ぐなボアが理想的でない場合に役立ちます。
バックボーリング: ワークの反対側へのアクセスが制限されている場合に有効な方法です。これらのテクニックは特に重要です。 航空宇宙工学 精度が最も重要な分野。
マイクロボーリング: 小径の正確な穴を実現するには、この技術が優れています。
テーパーボーリング: この方法を使用して、テーパー穴を作成します。穴の直径は長さに沿って変化します。
向き: ワークの端を滑らかにする必要がある場合、フェーシングが頼りになるテクニックになります。
面取り: このテクニックを使用して、鋭いエッジを削除します。さらなる作業のためにワークピースを準備するための重要なステップ。
超硬インサート: 超硬インサートは、ボーリングおよびフェーシングヘッド (ncfp) に切れ刃を提供します。タングステンカーバイドを80%に配合したインサートは硬度が高く、耐熱性に優れています。
ハイス鋼: 高速度鋼 (HSS) も工具材料の 1 つです。ハイスは靭性のおかげで、超硬と比較してより大きな力に耐えます。
ボーリングバー: 内径に重要なボーリングバーの長さは 6 ~ 40 インチです。剛性により精度が確保されます。
ツールホルダー: ツールホルダはボーリングバーに対応します。確実なクランプにより安定性が向上し、誤差がわずか 1000 分の 1 インチに減少します。
冷却システム: 冷却システムは過熱を防ぎます。ターゲットを絞ったジェットは、加工に最適な温度を 200°F 以下に維持します。
ツールプリセッター: ツールプリセッターはツールの形状を測定します。 0.0001 インチ以内の正確な測定により、加工精度が保証されます。
切削液: 切削液は摩擦を軽減します。オイルと添加剤のブレンドにより、工具寿命が 50% 延長されます。
防振バー: 防振バーがびびりを防止します。振動を減衰させることで、8 マイクロインチまでの滑らかな仕上がりが実現します。
寸法チェック: 寸法チェックにより正確なサイズが保証されます。キャリパーとマイクロメーターは 0.0001 インチの精度で測定し、重要な寸法を維持します。
表面仕上げ: 表面仕上げが質感を決定します。機械加工部品の表面仕上げ範囲は 1 ~ 3.2 マイクロメートルが一般的です。
公差解析: 公差解析では、サイズのばらつきを評価します。 ±0.0002インチなどの狭い範囲を目指すことで、製品の一貫性が高まります。
工具摩耗の監視: 工具摩耗モニタリングにより工具の劣化を検出します。定期的なチェックにより工具の寿命が延び、適時に交換することで不正確さを防ぎます。
温度管理: 温度制御により安定した熱を維持します。センサーは温度を 180°F 以下に保ち、寸法安定性を守ります。
部品検査: 部品検査にはプローブとレーザーが使用されます。 0.0005 インチ以内の正確な測定により、エンジニアリング標準への準拠が保証されます。
較正: 校正により、測定ツールが正確であることが保証されます。毎年の校正により、誤差はわずか 0.00005 インチまで減少します。
ドキュメンテーション: ドキュメントは品質データを追跡します。厳格なログにより ISO 9001 への準拠が強化され、プロセスの整合性と説明責任が強化されます。
振動の問題: 突然の激しい振動は、ボーリングヘッドとフェースヘッド(ncfp)のアンバランスを意味する可能性があります。バランスのとれたツールにより、正確な切断が可能になります。バランスが崩れると、悪い結果が生じる可能性があります。
工具の破損: 壊れたツールはワークフローにダメージを与えます。定期的な点検により予期せぬ故障を防ぎます。ツールに適切な素材を使用してください。
表面仕上げが悪い: 仕上げが悪いと、工具が鈍くなる可能性があります。スムーズな切断を実現するために、定期的に工具を研いでください。
寸法の不正確さ: 測定値が 1 ミリメートルでもずれていると、作業が台無しになる可能性があります。正確な校正は非常に重要です。
過熱: 高温で稼働するマシンは故障する危険があります。定期的な冷却間隔により、温度が維持されます。
工具の過度の摩耗: 使い古されたツールでは悪い結果が得られます。定期的に交換することで最高のパフォーマンスが保証されます。
送りマーク: 不要な跡は仕上がりを台無しにします。適切な工具送りにより、不要な溝が発生するのを防ぎます。
ワークピースの損傷: ワークピースの損傷は資源の無駄につながります。工具を正しく使用すると、不必要な損傷を防ぐことができます。
CAM ソフトウェア: Computer Aided Manufacturing ソフトウェアがツールをガイドします。正確な指示が優れた結果につながります。
ツールパスの生成: ツールパスを定義すると、加工プロセスが正確に最適化されます。それは成功への重要なステップです。
CNCプログラミング: CNC マシンの正しいプログラミングにより、最適なパフォーマンスが保証されます。この業界では重要なスキルです。
シミュレーションツール: シミュレーションにより、材料を無駄にすることなく洞察が得られます。潜在的な問題を予測するために使用してください。
衝突検出: 衝突検出により、高価な機械の損傷を防ぎます。生産ラインにおける安全装置です。
オフラインプログラミング: オフライン プログラミングにより、ワークフローの継続性が可能になります。オンザフライプログラミングによるマシンのダウンタイムを防ぎます。
ツール管理: 適切な工具管理により、機器の寿命が延びます。適切に管理されたツールはより良い結果をもたらします。
Gコード:マスタリング Gコードプログラミング マシンの潜在能力を最適化します。これは CNC マシンの言語です。
多用途性: ボーリング&フェーシングヘッド(ncfp)は汎用性に優れています。エンジンシリンダーからギアボックスに至るまで、膨大な種類の部品を扱うことができます。
正確さ: ncfp はその比類のない精度により、他の方法を上回ります。公差レベルは通常 0.005 インチで、正確な測定をサポートします。
スピード: 手動による方法と比較して、ncfp ではより迅速な生産が可能になり、組立ラインの速度が約 20% 向上します。
工具寿命: ncfp コンポーネントは耐久性がありますが、ハードツールよりも寿命が長いため、交換頻度が減ります。
材料の種類: Ncfp は適応性があり、鋼、アルミニウム、真鍮などのさまざまな材料を加工できます。
スケーラビリティ: 量産に関して言えば、ncfp が際立っています。大規模プロジェクトがよりシンプルになり、よりコスト効率が高くなります。
設定時間: Ncfp のセットアップには時間がかかるため、操作が遅れる可能性があります。フライス加工などの他の方法では、セットアップ時間を節約できる場合があります。
複雑: Ncfp は複雑に動作します。熟練したオペレーターは優れた結果を達成できますが、この複雑さには学習曲線が必要です。
高精度: Ncfp は比類のない精度を提供し、製品の品質を強化する正確な測定値を生成します。
柔軟性: ncfp の固有の柔軟性により、複雑な加工タスクを簡単に実行できます。
改善された表面仕上げ: ncfp は手作業によるミスを排除することで、より微細な表面仕上げを実現します。
高コスト: 利点にもかかわらず、ncfp には多額の設備投資が必要です。高度な技術を使うと初期費用が高くなります。
必要なオペレーターのスキル: ncfp の実行には熟練した人材が必要であり、運用コストが増加します。
メンテナンス需要: ncfp を最適な状態に保つには定期的なメンテナンスが不可欠であり、全体的なコストが増加します。
限られたマテリアルの種類: ncfp には多用途性がありますが、限界があります。硬い材質の場合は難しい場合があります。
セットアップの複雑さ: ncfp のセットアップは複雑で、時間と専門知識が必要であり、操作が遅れる可能性があります。
このガイドでは、専門家がボーリング アンド フェイシング ヘッド (NCFP) に関する秘密を明かしています。読者は歴史を学び、ツールがどのように進化したかを知りました。人々はまた、このツールがどのように機能するかを知りました。
さまざまな種類があり、それぞれに特別な仕事があります。このツールは完璧な金属片を作ります。プロのように金属を成形するには、常に最善の手順に従ってください。素晴らしいボーリングヘッドとフェーシングヘッドを手に入れるには、次の場所に行きます。 CNCYANGSEN.











