横中ぐり盤は、大型ワークピースの重切削、深穴加工、高精度フライス加工向けに設計されています。主に穴あけ、中ぐり、フライス加工、ねじ切りなどの精密加工に使用され、箱、フレーム、金型などの複雑な構造部品の加工に適しています。
A 横型ボーリング盤 は最も広く使われているタイプのボーリング盤です。主に穴加工に使用され、ボーリング精度はIT7に達します。
横中ぐり盤とも呼ばれます。横中ぐり盤は、ワークピースの鋳造穴や加工穴を拡大するだけでなく、平面加工、穴あけ、端面やフランジの外周加工、ねじ切りなども行うことができます。
高精度:この機械は小ロット生産や修理工場でも使用でき、加工穴の真円度誤差は5ミクロン以下、表面粗さはRa0.63~1.25ミクロンです。

主な業務内容: 精密フライス加工およびボーリング加工。二次加工:穴あけ、リーマ加工、正面削り、外径旋削加工。
専門分野: 正確な穴間隔を必要とするマルチボアシステムおよびボックス型コンポーネント。
産業用途: 冶金・エネルギー・造船(多工程:ボーリング/フライス加工/穴あけ)。
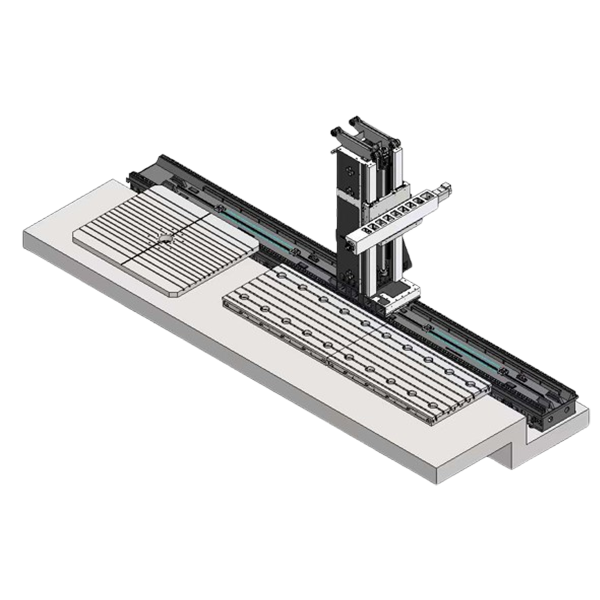
主軸を備えた中ぐり盤は水平に配置され、主軸台は前柱のガイドレールに沿って垂直方向に移動できます。水平中ぐり盤で加工を行う場合、工具は主軸、ボーリングバー、または回転テーブルに取り付けられ、主軸ボックスを介して様々な速度と送り速度が得られます。同時に、主軸ボックスとともに前柱のガイドレールに沿って上下に移動できます。
加工対象物は作業台に設置されます。作業台は下部スライドと上部スライドによって垂直方向および水平方向に移動でき、また上部スライドの円形ガイドレールを中心に回転して必要な角度に調整できるため、様々な加工状況に対応できます。ボーリングバーが長い場合は、片端を後部支柱の心押し台で支えることで剛性を高めることができます。
穴間隔の大きいワークピース(大型部品)や長い箱を加工するために、一部の横型ボーリング盤では、ワークテーブルの水平ストロークを約2倍に増やし、ベッドのメインレールと補助ガイドレールの幅を広げることで下部シートの剛性を高めている。
横型中ぐり加工センター 構造特性:
 | 1. ツールマガジンの構造 サーボ駆動式の40本および60本収納可能なガイドウェイ型ツールマガジンは、工具交換の全体的な効率を向上させます。 |
2. スピンドル構造 メインシャフトにはヨーロッパ構造設計を採用し、高剛性、高速回転、低振動を実現しています。スピンドルは低速・高トルクです。 | |
| 3. 作業台には超大型の研削ギアが搭載されています。精度を確保するため、ツインターボ、渦流式バックラッシュ防止構造と組み合わされています。 | |
4. 伝送構造 X軸とZ軸の伝達方式は、直動式の四輪駆動を採用しています。これにより、安定した精度が得られます。また、バックラッシュを排除し、ねじり剛性を向上させ、角度調整も可能です。Y軸は直動式伝達方式を採用し、ドイツ製の減速機と連携させることで、ねじり剛性をさらに向上させています。 | |
5. カウンターウェイト構造 サーボ周波数変換油圧ステーションを使用することで、油圧シリンダのカウンターウェイトが軸方向荷重を軽減し、寿命を延ばします。 | |
6.鋳造構造設計 リニアガイドウェイの設置面とボールねじの中心が同一平面上にあるため、ボールねじ駆動がより安定し、工作機械全体の精度が安定します。 | |
7. 吊り下げ式ガイドウェイ構造 Y軸は、ボックスインボックス構造の高剛性左右ペアライニング構造を採用しています。Y軸には、高剛性、高精度、長寿命を実現する4つのリニアガイドガイドウェイ(前面2つ、背面2つ)が搭載されています。 |
社内板金加工工場:
YANGSENは自社で本格的な板金加工工場を建設し、投資を行ってきました。板金加工を社内で管理することで、リードタイムを大幅に短縮し、精密な加工品質を確保するとともに、お客様のご要望に応じた特注品にも迅速に対応することが可能です。
なぜ自社の板金加工工場が重要なのか:
リードタイムの短縮:アウトソーシングによる遅延を解消し、完成品の納品を加速します。
品質管理の向上:直接的な監督により、厳密な公差、一貫した溶接、そして高品質な仕上がりが保証されます。
柔軟なカスタマイズ:特注の板金部品や特別な作業要件に迅速に対応します。
コスト効率と安定した生産:外部サプライヤーへの依存度を低減し、バッチ生産における単位コストを削減し、安定した品質を維持します。
組み立てと適合性の向上:自社製部品により、完璧な位置合わせと機械フレームへの容易な統合が実現します。
 |  |
| 完全に密閉された板金 | 半密閉型板金 |
横型ボーリング盤用フェーシングヘッド
横型ボーリング盤におけるフェーシングヘッドとは何ですか?

横型ボーリング盤がボーリングとフライス加工しかできないのであれば、重要な機能である旋削加工が欠けています。
フェーシングヘッド(U軸アタッチメント)は、CNC横型ボーリング盤上で直接ラジアル旋削加工を可能にすることで、機械の機能を拡張するように設計されています。
スピンドルのW軸の動きを利用することで、工具を半径方向に移動させることができ、ワークピースの位置を変えることなく、異なる直径の加工が可能になります。
標準的なパフォーマンス:
半径方向の移動量:最大85mm
最高回転数:最大400rpm
ボーリング精度:最大H7
表面仕上げ:約Ra 1.6

ボーリング盤にフェーシングヘッドを追加する理由とは?
フェーシングヘッドがない場合、複数の機械と繰り返しセットアップに頼ることになり、エラーのリスクが高まり、効率が低下します。
正面を向いたヘッドを使用すると、次のことが可能になります。
ボーリング加工と正面加工を1台の機械で組み合わせる
複雑な部品を一度のセットアップで完成させる
同心度と表面仕上げを向上させる
生産性を向上させながら、全体的なコストを削減する。
同時に、スピンドル貫通クーラントシステムと組み合わせることで、フェーシングヘッドは発熱を抑え、工具寿命を延ばし、重切削加工時の表面品質を向上させることにより、より安定した性能を発揮します。
| 標準 | オプション | ||
| スイングアーム式ATC 完全密閉型板金 剛性タッピング 冷却液タンクとチップビン デュアルワークライト 自動電源オフ(M30) スピンドルラビリンスエアパージ 40ツールATC 集中自動潤滑 キャビネット型熱交換器 三色ステータスライト レベリングボルトとパッド | 3軸光学スケール チップコンベア 工具破損検出器 ディスク型オイルスキマー ミストコレクター 自動工具セッター スピンドル貫通クーラント 第4軸回転テーブル 60T ATC | ||

外観は美しく、ゆったりとした印象で、全体のレイアウトはバランスが良く調和が取れています。ベッド、柱、スライドシートはすべて長方形のガイドレールを採用しており、安定性に優れています。
ガイドレールは冷凍処理によって硬化されており、高い耐摩耗性を備えている。
デジタル同期表示は、直感的で正確であり、作業効率の向上とコスト削減につながります。
1. 機械ベッドは剛性が高く、重負荷の切削にも耐えることができます。
2. スピンドルモーターは、高出力、広い速度調整範囲、工具効率の最大限の活用、高速切削を実現します。
3. 脆弱な鋳造部品はバナジウムチタン耐摩耗鋳鉄製で、重要な部品は高品質合金鋼製で、強度と耐久性に優れ、20年の長寿命を実現しています。
4. この工作機械は完璧な潤滑システムを備えています。
グリース潤滑は、主軸支持軸受、ボールねじ支持軸受、および低速転がり線ガイドにおいて最も一般的に使用される潤滑方法です。
高速回転するリニアガイド、プラスチックコーティングされたガイド、および変速ギアはオイルで潤滑され、ねじナットはグリースとオイルの両方で潤滑されます。
5. 横型フライス盤には、お客様のご要望に応じてデジタル表示装置を取り付けることができます。
信頼性の高い性能と簡単な操作性により、作業員は非常に簡単かつ迅速に作業を行うことができます。各種円筒フライス、ディスクフライス、アングルフライス、成形フライス、エンドミルを使用して、さまざまな平面、傾斜面、溝などを加工できます。
7. さまざまな産業向けの大型ワークピースや部品の加工能力。特に蒸気タービン、防衛、農業などの産業において。
以下のリストから適切な商品をお選びください。
| モデル | YSBD-110/5T | YSBD-110/6T | YSBD-110/8T | YSBD-130/8T | YSBD-130/15T | YSBD-130/20T |
| テーブルサイズ(長さ×幅、mm) | 1250x1250/5T | 1250x1500/6T | 1400x1600/8T | 1400x1600/8T | 1800x2200/8T | 2500x2500/25T |
| スピンドル直径 mm | D110 | D110 | D110 | D130 | D130 | D130 |
1. フライス加工および穴あけ加工作業員向けの一般的な安全作業手順を遵守してください。必要に応じて労働保護具を着用してください。
2. 操作ハンドル、スイッチ、ノブ、クランプ機構、油圧ピストンの接続が正しい位置にあるか、操作がスムーズか、安全装置が完全かつ信頼できるかを確認します。
3. 工作機械の各軸の有効動作範囲内に障害物がないかどうかを確認します。
4.工作機械の性能を超えて使用することは厳禁です。被削材の種類に応じて、適切な切削速度と送り速度を選択してください。
5. 重量のあるワークピースの積み下ろしを行う際には、ワークピースの重量と形状に応じて、適切なスプレッダーと吊り上げ方法を選択する必要があります。
6. スピンドルが回転・移動している間は、スピンドルおよびスピンドルの先端に取り付けられた工具に手で触れることは厳禁です。
7. 工具を交換する際は、必ず機械を停止させてから、確認後に交換してください。交換時には、刃の損傷に注意してください。
8. ガイドレール表面および装置の塗装面を踏んだり、その上に物を置いたりすることは禁止されています。作業台の上でワークピースを叩いたり、まっすぐにしたりすることは厳禁です。
9. 新しいワークピースの加工プログラムを入力した後、プログラムの正当性を確認し、実行中のプログラムが正しいかどうかをシミュレーションする必要があります。機械の誤動作を防ぐため、テストを行わずに自動サイクル運転を行うことは許可されていません。
10. 平面回転式ラジアルツールポストのみを使用して切削を行う場合は、まずボーリングバーをゼロ位置に戻し、次にMDAモードでM43を使用して平面回転ディスクモードに切り替えてください。U軸を移動する必要がある場合は、U軸手動クランプ装置が緩んでいることを確認してください。
11. 作業中にテーブル(B軸)を回転させる必要がある場合は、回転中に工作機械の他の部分や工作機械の周囲の他の物体に接触しないようにする必要があります。
12. 工作機械の運転中は、回転するねじ軸、研磨棒、スピンドル、および回転する平らなディスクの周囲に触れることは禁止されており、作業者は工作機械の可動部分の上に留まってはなりません。
13. 工作機械が稼働している間は、オペレーターは許可なく作業から離れたり、誰かに監視を任せたりしてはならない。
14. 工作機械の運転中に異常な現象や異音が発生した場合は、直ちに機械を停止し、原因を究明し、速やかに対処してください。
15. 工作機械の主軸台と作業台が移動限界位置にあるか、または移動限界位置に近い場合、作業者は次の区域に立ち入ってはならない。
(1)スピンドルボックスの底面とベッドの間
(2)ボーリングシャフトとワークの間
(3)ボーリングシャフトとベッドまたは作業台が延長されたときの間
(4)作業台とスピンドルボックスが移動しているときの間。
(5)ボーリングシャフトが回転するとき、後部尾部、壁、および燃料タンクの間。
(6)作業台と前部主柱の間
(7)押し出しを引き起こす可能性のあるその他の領域
16. 工作機械を停止するときは、テーブルを中央の位置まで引き込み、ボーリングバーを引き込み、オペレーティングシステムを終了し、最後に電源を切る必要があります。